DIE RICHTIGE KRAFT AM RICHTIGEN PLATZ
Bei spanloser Blechverformung ist ausreichende Blechhalterkraft von besonderer Bedeutung. Zum Erzeugen dieser Haltekraft ist die Hydraulik bestens geeignet. Das Integrieren einer oder mehrerer hydraulischer Funktionen in ein Werkzeug bietet optimale Lösungen und hohe Wirtschaftlichkeit. Rascherer Werkzeugwechsel, Wegfall mechanischer Übertragungselemente und eine wesentlich schnellere Betriebsbereitschaft sind nur einige positive Eigenschaften. Hydrauliksysteme garantieren eine hohe kontrollierbare Blechhalterkraft. Dies macht die Hydraulik im Werkzeug im Vergleich zu anderen Systemen außerordentlich flexibel und sicher. Sicher beim Festhalten des Bleches zum Vermeiden der Faltenbildung – sicher in puncto Wirtschaftlichkeit.
VORTEILE
HYDRAULIK IM WERKZEUG – SO INDIVIDUELL WIE DER EINSATZ
Wir bieten keine Lösungen von der Stange. Jedes Produkt hat seine eigene Geschichte. Nur in einigen Punkten verfahren wir konsequent immer gleich. Und zwar in der durchdachten Konstruktion, in der Fertigungsgenauigkeit und in der absoluten Passgenauigkeit in die Werkzeuge.
UMFORMEN HAT EINEN NEUEN CHARAKTER
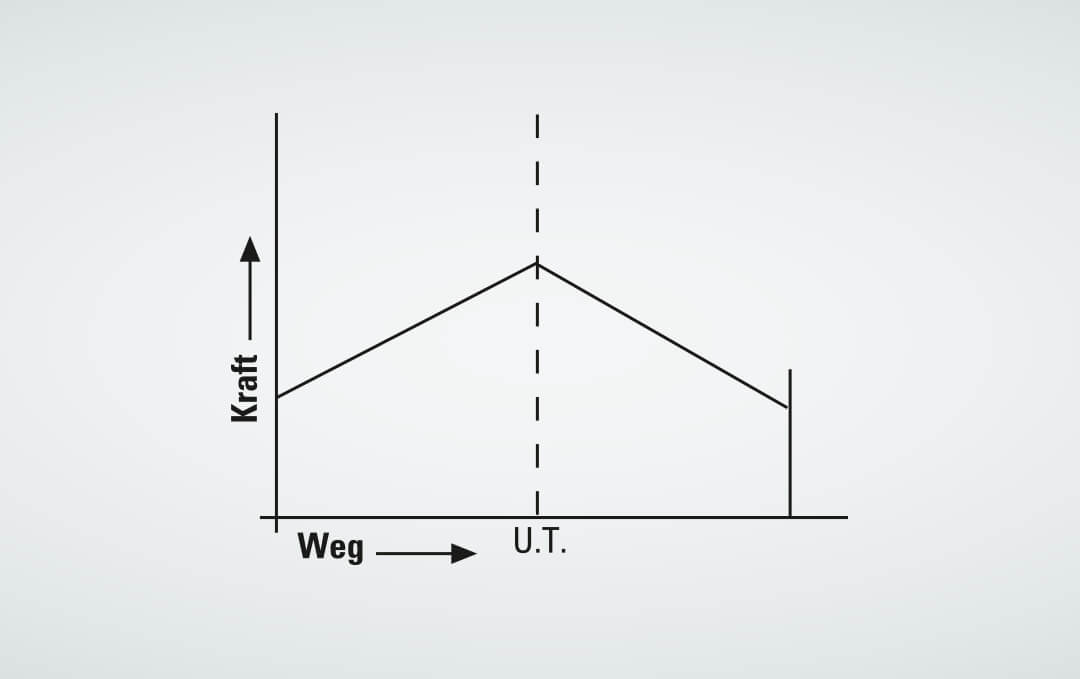
CHARAKTERISTIK EINES FEDERKISSENS
In einfachwirkenden Pressen muss die Blechhalterkraft direkt im Werkzeug erzeugt werden. Den herkömmlichen Systemen (z.B. Gasfedern, mechanische Federn, Luftkissen) sind durch relativ niedrige Blechhalterkraft und unvorteilhafte Charakteristik enge Grenzen gesetzt. Die erzielte Blechhalterkraft ist relativ gering, der Kraftanstieg bis hin zum Hubende ausgesprochen nachteilig. Die Folge: zu wenig Kraft für die Ausformung, Reisser im Blech, evtl. Schädigung der Presse.
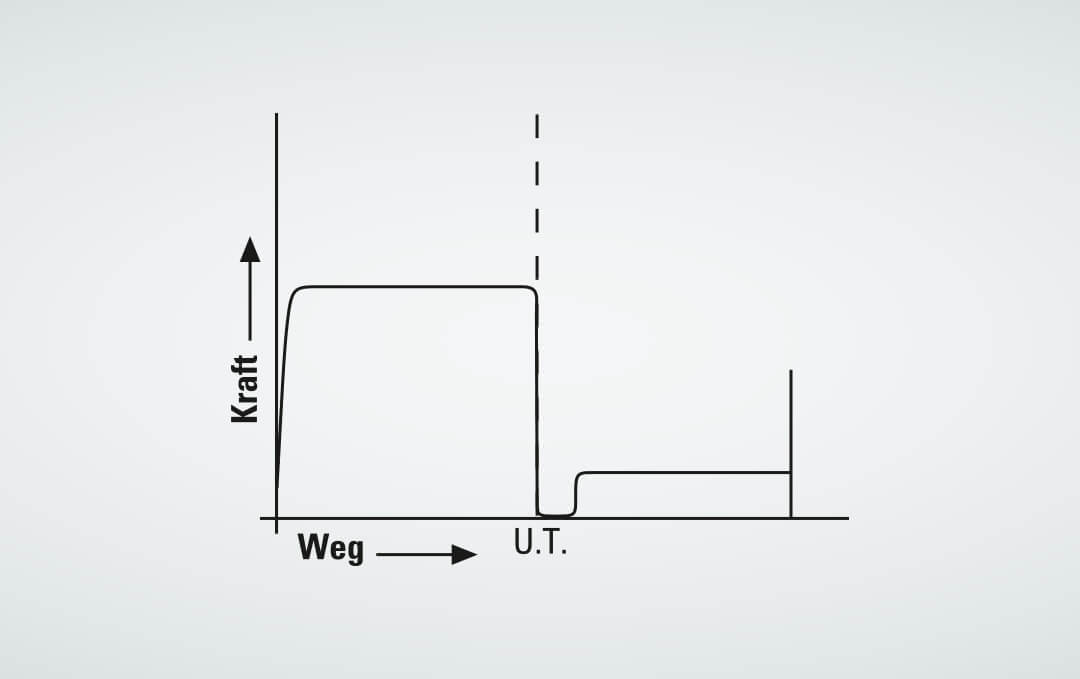
CHARAKTERISTIK EINES HYDRAULISCHEN BLECHHALTERS
Hydraulische Blechhalter bieten eine überlegene Methode. Eine sehr hohe, auf kleinstem Raum erzeugbare Kraft ermöglicht das Erreichen höchster Flächenpressung bis zum absoluten Festhalten des Bleches. Vorteil: sofortiger Kraftaufbau, kein Nachlaufen von außen, keine Verspannung von großflächigen Teilen, konstante Charakteristik, progressive oder degressive Steuerungsmöglichkeiten, Druckentlastung im U.T. des Pressenstößels, verzögerter Rücklauf und geringere Anforderungen an die Presskraft.